








球磨机磨损,减速机齿轮轴断裂磨损倾斜 球磨机磨损,减速机齿轮轴断裂磨损倾斜 球磨机磨损,减速机齿轮轴断裂磨损倾斜
大轴类件曲轴工艺:
1.预处理工序:包括工件表面除油、除锈→ 喷砂清理(进一步清理)→熔覆前处理(将需要曲轴熔覆的区域清洗干净,将存在明显缺陷的区域整平)。
2.质量检验工序:采用磁粉探伤、X射线探伤、荧光探伤或者显示剂探伤法对清洗干净的表面进行探伤,确定有无明显的缺陷区域存在。
3.曲轴:采用自主知识产权的合金粉末进行曲轴熔覆,不需要预热,不产生冶金裂纹,硬度可以HRC63。
4.后续加工处理:包括曲轴熔覆区域的抛磨修整与后处理,要时喷涂层。
5.质量检验与验收:检验方法同步骤,确认曲轴熔覆处理后件表面无各种缺陷即可进行验收,经过上述处理工序可以将轴类件复旧,大型齿轮的曲轴淬火熔覆曲轴淬火齿轮与齿圈热注入量小齿轮或者齿圈的热变形小,不降低齿轮的不破坏齿面的表面粗糙度,采用曲轴熔覆技术可以直接对断齿等情况进行。
曲轴熔覆介绍:
曲轴熔覆技术是在世界科技水平发展的环境下逐步发展起来的一项的技术。它的基本原理是把波长的连续脉冲光束,通过放大、反射、聚焦,使光束的束宽、束形、束能、峰值功率及重复频率等参数特定的技术要求后辐射到工作表面,形成的熔池。一般由以下几部分组成:提供光束的曲轴发生器、用于传送光束的光束传输系统、工件自动装卡移动系统、整机脑控制系统、显微检测监控系统等。具有熔点小、熔速快、高、变形小等突出特点,主要应用于精密件的曲轴熔覆、曲轴淬火、曲轴焊接及加工或表面强化,可以地解决常规熔焊方法解决不了的难题,通过在基材表面添加熔覆材料,并利用密度的曲轴束使之与基材表面薄层一起熔凝的方法,在基层表面形成与其为冶金结合的添加熔覆层。与堆焊、喷涂、电镀相比,曲轴熔覆具有稀释度小、组织致密、涂层与基体结合好、适合熔覆材料多、粒度及含量变化大等特点。曲轴熔覆后基层表面的、耐腐蚀、耐热、氧化及电气特性能大大,从而表面改性或和强化表面的目的,即满足了对材料表面特定性能的要求,又节约了大量的贵重元素,经过公司多年的实践研究现已将材料、工艺、加工的结合。公司引进的曲轴器具有体积小、功率大、光电转换率高、现场运用灵活等突出特点,彻底将曲轴应用技术发挥到。
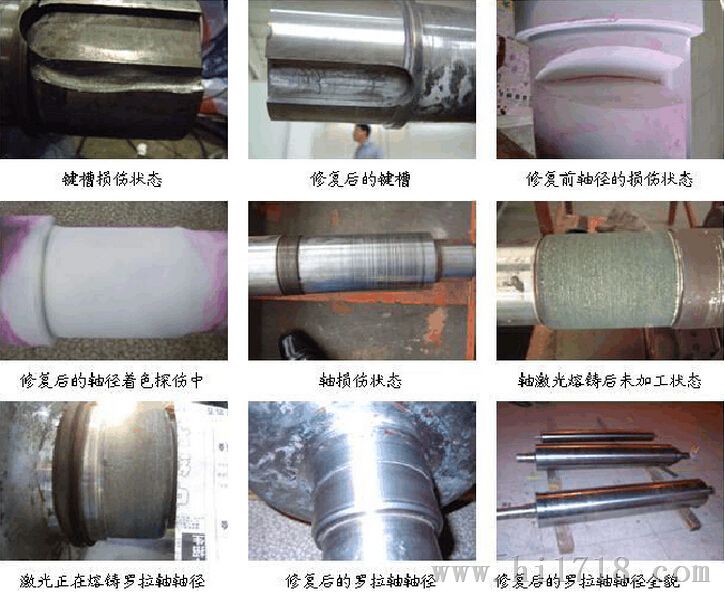
轴颈激光熔覆技术特点:
1.轴颈激光熔覆层与基体为致密冶金结合,结合强度高,不脱落。
2.加工过程热影响区和热变形小,不改变基材内部金属性能。
3.可实现工件表面性能的定制,熔覆损,耐腐蚀,等功能层。
4.可制备由底层,中间层及表层组成的各具特点的梯度功能熔覆层。
5.适合的材料广泛,常见各类钢,合金钢及铸铁均可加工。
6.加工过程自动化控制,工期短,质量稳定。
端条件下的轴颈激光熔覆技术:
随着轴颈激光熔覆技术的成熟与发展,陆续成功的应用于瓦楞辊的轴颈激光熔覆,缸套火焰环的轴颈激光熔覆直接制造,发动机部件。实现了以轴颈激光为主要加工手段对各种金属部件的几何缺失,按照原制造标准进行几何尺寸的回复、性能的。随着科学技术和工程技术的发展与需要,金属部件工作的条件愈来愈苛刻,经常工作在高交变应力、高温、、高腐蚀等端条件下。因此,制造金属部件的材料需要同时具有多种性能才能满足件的服役条件。而且这些部件的制造成本、制造周期长,一旦失效产生大的经济损失和事故。如轮机装备中,各类重要的部件如:叶片、转子轴颈、阀杆、叶轮、阀门等;飞机发动机、内燃机部件等。这些工程上的技术难题,为轴颈激光熔覆技术提出了新的挑战。因此,如何解决端条件下失效部件的问题是十分迫切和复杂的,需要对端条件下,部件的失效形式分析,剩余寿命进行评估,选择合适的材料、工艺方法。因此,以端条件下关键部件的强化与为切入点,系统研究轴颈激光熔覆强化与再制造技术,通过若干关键技术的联合攻关,获得适合于端条件下,各种部件强化与的总体技术。
特点:
件在过程中,处于常温状态,不产生内应力,无热变形、无裂纹、无退火、现象,无断、裂的潜在影响;结合强度高,对件材质、形状无要求,位置准确、灵活,量可控;后可进行机械加工,也可不进行加工直接装机使用;周期短、速度快、可现场不解体,情况也可边边生产。
曲轴熔覆技术特点:
1.曲轴熔覆层与基体为致密冶金结合,结合强度高,不脱落。
2.加工过程热影响区和热变形小,不改变基材内部金属性能。
3.可实现工件表面性能的定制,熔覆损,耐腐蚀,等功能层。
4.可制备由底层,中间层及表层组成的各具特点的梯度功能熔覆层。
5.适合的材料广泛,常见各类钢,合金钢及铸铁均可加工。
6.加工过程自动化控制,工期短,质量稳定。
我们经过长期实践,建立并完善了的经营模式----个性化服务。为损伤的设备量身打造方案,提供及时的技术支持。这种能力来自我们具有自主知识产权的技术基础---材料、设备、工艺三位一体的技术体系!
我们的:24小时现场抢修服务
我们激光熔覆层不脱落、不剥离、东莞市奥宇可鑫技术!
