供应ZLDS200激光传感器 金属工件测量
| 价 格: | 1.00 | |
| 型号/规格: | ZLDS200 | |
| 品牌/商标: | 英国真尚有 |
一. 激光检测测量要求
被测物体:金属工件
测量目标:工件长、宽、高
尺寸mm:40*30*35
精度要求:20um
输出方式:直接接入计算机
方案一:一维激光传感器对打
激光检测产品型号:ZLDS100
数量:6
量程mm:0.5-2000
精度:量程的0.1%
采样频率:2K、5K、8K、9.4K
输出方式:数字输出(RS232、RS485)
模拟输出(4~20mA或0~10V)
安装方式:三对传感器相互对打,得到传感器的长、宽、高
方案优点:只需将工件放入,系统马上输出三个指标
采样频率高
方案缺点:1.费用高:6个单点传感器的费用远高于一个激光二维传感器的费用
2.安装的传感器太多,对机械结构的要求提高,同时,工件的放置与取出不方便。
3.检测的数据有限
4.需要对软件进行二次开发
激光检测方案二:激光二维扫描长宽高
型号:ZLDS200
数量:1
量程mm:Z轴3—300 X轴5—240
精度:量程的0.1%,3um
采样频率:100HZ
输出方式:数字输出RS485或以太网
模拟输出2x(4~20mA) (<500Ω阻抗)或2x(0~10 V)
安装方式:非固定安装结构,要求传感器或工件滑动扫描
方案缺点:
采样频率低
优点:费用低;
直接输出每个截面的宽高长;
不需要做二次开发;
安装简单
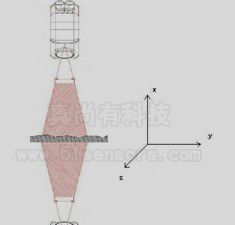
如图所示:上图部分所示是传感器的安装位置。
第二部分红色部分是传感器扫描的所有的点的点云图(轮廓图)。
激光检测传感器可用于镜面和玻璃的表面测量;量程最小2mm,1250mm(其他量程可订制);
量程起始距离最小10mm,260mm(其他距离可订制);频率响应:2K、5K、8K、9.4K;分辨率0.01%,线性度0.1%;支持多个传感器同步采集(确保工业在线高精度差动测厚);
支持特殊量程(如远距离起始700mm小量程300mm等);特殊应用(如路面平整度,高温被测体,管道内径,石油钻杆内外螺纹测量等均可定制);针对串口,提供了运行应用的DLL开发库,方便用户开发应用软件;非接触位移精密测量。
激光检测工作原理:基本原理是光学三角法:半导体激光器①被镜片②聚焦到被测物体⑥。反射光被镜片③收集,投射到CMOS阵列④上;信号处理器⑤通过三角函数计算阵列④上的光点位置得到距物体的距离
- 所属城市:广东 深圳
- [联系时请说明来自维库仪器仪表网]
- 联系人: 江山
- 电话:0755-26528100/26528011/26528012
- 传真:0755-26528210
- 手机:13312971170
- QQ :

供应ZLDS100-1000位移传感器 钢轨平顺度检测
信息内容:激光检测由于钢轨不平坦的起伏表面,需要重新打磨,保证平顺度,打磨要求去除钢轨上凸硬部分,还要降低成本,节省人力。我司和大型钢轨制造企业多年合作,成功开发应用无接触测量系统,在线激光测量轨道表面并将和最小值数据采集在软件中,经过数据分析处理,并与摸似手工测量长期比较,结果表明两种测量方法结果偏差仅为0.05 毫米甚至更少。现在逐渐与许多知名铁路公司的合作项目。 激光检测应用: 我们真尚有科技公司致力于铁路工业用非接触激光测量系统的研发和生产,产品既有标准或定制的激光传感器,又有集成激光、机械和软件等光电一体化测量系统。ZLDS100激光传感器基于小尺寸、高频率,高精度,几乎可在任何环境条件下测量等优点,作为精密测量仪器在铁路行业应用十分广泛。 激光检测产品除标准系列外,还可根据用户的特殊需要定制。如果您不了解产品性能是否能满足您的需要,您可申请样品试用,我们帮您解决试验过程中的问题,直到您满意为止。我公司也可帮您用这种传感器组成测量系统,如零件尺寸、轮廓、厚度等测量系统的软硬件集成。 激光检测其主要优点: -快速、全面、高精度测量 -车轮轮廓、轨道...

供应ZLDS100-10位移传感器 内双晶片位移检测
信息内容:客户需求: 被测物体:空气开关 断路器检测 检测需求:激光检测当电流达到60A的时候会往固定方向发生形变,电流控制开关,用于大功率设备的电流控制,当电流控制达60A以后,开关的双晶片就会发生形变从而接通其他大电阻来控制电流的稳定。测量过程中,PC机上显示测量值与时间的对应关系。同时模拟输出信号显示到LED显示屏上,LED显示的是测量的位移值。 客户选型:ZLDS100-10-25-2k-RS485-U-CG-2 定制需求:1. 数字输出是 485--->USB接口 2.模拟量输出到LED的显示装置上 3.软件是时间对位移的显示 4.千分之1的精度 注:此需求为一次性检测,后续没有量的需求。 测量机构:夹板+支架+ ZLDS100传感器一台+固定标定结构+LED显示屏一台+模拟转换装置一台 激光检测该测量方案广泛应用于测量平面和圆柱面对水平方向的倾斜度,广泛用于火车轮轮缘轮廓测量,公路车辙、平整度测量。直线度和设备按装位置的正确度。 激光检测工作原理:基本原理是光学三角法:半导体激光器①被镜片②聚焦到被测物体⑥。反射光被镜片③收集,投射到CMOS阵列④上;信号处理器⑤通过三角函数计算阵列④上的光点位置得到距物体...


