




内径百分表 内径千分表10 811
内径百分表的使用与保养
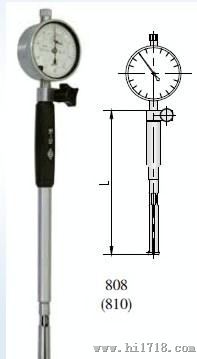
内径百分表是将测头的直线位移变为指针的角位移的计量器具。用比较测量法完成测量,用于不同孔径的尺寸及其形状误差的测量。
一. 使用前检查
1. 检查表头的相互作用和稳定性。
2. 检查活动测头和可换测头表面光洁,连接稳固。
二.读数方法
测量孔径,孔轴向的小尺寸为其直径,测量平面间的尺寸,任意方向内均小的尺寸为平面间的测量尺寸。百分表测量读数加上位尺寸即为测量数据。
三.正确使用
1. 把百分表量表直管轴孔中,压缩百分表一圈,紧固。
2. 选取并安装可换测头,紧固。
3. 测量时手握隔热装置。
4. 根据被测尺寸调整位。
用已知尺寸的环规或平行平面(千分尺)调整位,以孔轴向的小尺寸或平面间任意方向内均小的尺寸对0位,然后反复测量同一位置2-3次后检查指针是否仍与0线对齐,如不齐则重调。为读数方便,可用整数来定位位置。
5. 测量时,摆动内径百分表,找到轴向平面的小尺寸(转折点)来读数。
6. 测杆、测头、百分表等配套使用,不要与其他表混用。
四.维护与保养
1. 远离液体,不使冷却液、切削液、水或油与内径表接触。
2. 在不使用时,要摘下百分表,使表解除其负荷,让测量杆处于自由状态。
3. 成套保存于盒内,避免丢失与混用
内径表是孔加工备工具之一 , 适于测量不同直径和不同深度的孔。
| 编 号 | 测量范围 | 分 度 值 | 可测孔深 | 质量(kg) | 备注 | L |
| 808-01 | 3-4mm | 0.01mm | 20mm | 0.146 | 弹簧式标准 | 76mm |
| -2 | 4-6mm | 30mm | 0.158 | 96mm | ||
| -3 | 6-10mm | 40mm | 0.185 | 140mm | ||
| -4 | 10-18mm | 130mm | 0.405 | 200mm | ||
| 809-01 | 18-35mm | 135mm | 0.32 | 护桥式GB标准 | 224mm | |
| -2 | 35-50mm | 150mm | 0.42 | 251mm | ||
| -3 | 50-100mm | 200mm | 0.595 | 346mm | ||
| -4 | 50-160mm | 200mm | 0.625 | 346mm | ||
| -5 | 100-160mm | 300mm | 1.12 | 410mm | ||
| -6 | 160-250mm | 400mm | 1.345 | 510mm | ||
| -7 | 250-450mm | 500mm | 1.955 | 610mm |
| 编 号 | 测量范围 | 分 度 值 | 可测孔深 | 质量(kg) | 备注 | L |
| 810-01 | 6-10mm | 0.001mm | 40mm | 0.185 | 弹簧式Q/ALR | 109mm |
| -2 | 10-18mm | 40mm | 0.405 | 108mm | ||
| 811-01 | 18-35mm | 135mm | 0.32 | 护桥式GB标准 | ||
| -2 | 35-50mm | 150mm | 0.42 | |||
| -3 | 50-100mm | 200mm | 0.595 | |||
| -4 | 50-160mm | 200mm | 0.625 | |||
| -5 | 100-160mm | 300mm | 1.12 | |||
| -6 | 160-250mm | 400mm | 1.345 | |||
| -7 | 250-450mm | 500mm | 1.955 |
内径百分表的使用与保养
内径百分表是将测头的直线位移变为指针的角位移的计量器具。用比较测量法完成测量,用于不同孔径的尺寸及其形状误差的测量。
一. 使用前检查
1. 检查表头的相互作用和稳定性。
2. 检查活动测头和可换测头表面光洁,连接稳固。
二.读数方法
测量孔径,孔轴向的小尺寸为其直径,测量平面间的尺寸,任意方向内均小的尺寸为平面间的测量尺寸。百分表测量读数加上位尺寸即为测量数据。
三.正确使用
1. 把百分表量表直管轴孔中,压缩百分表一圈,紧固。
2. 选取并安装可换测头,紧固。
3. 测量时手握隔热装置。
4. 根据被测尺寸调整位。
用已知尺寸的环规或平行平面(千分尺)调整位,以孔轴向的小尺寸或平面间任意方向内均小的尺寸对0位,然后反复测量同一位置2-3次后检查指针是否仍与0线对齐,如不齐则重调。为读数方便,可用整数来定位位置。
5. 测量时,摆动内径百分表,找到轴向平面的小尺寸(转折点)来读数。
6. 测杆、测头、百分表等配套使用,不要与其他表混用。
四.维护与保养
1. 远离液体,不使冷却液、切削液、水或油与内径表接触。
2. 在不使用时,要摘下百分表,使表解除其负荷,让测量杆处于自由状态。
3. 成套保存于盒内,避免丢失与混用
厚度表SM-112 产品介绍")








