复合机卷绕变频器3.7KW 汇川MD330张力控制变频器 广州 花都 东莞
| 价 格: | 3220.00 | |
| 额定电压: | 三相AC380(V) | |
| 输出电压调节方式: | PWM控制 | |
| 外型: | 塑壳 | |
| 产品系列: | MD330 | |
| 电源相数: | 三相 | |
| 额定电流: | 9.0(A) | |
| 应用范围: | 专用 | |
| 营销方式: | 厂家直销 | |
| 适配电机功率: | 3.7(kW) | |
| 型号/规格: | MD330NT3.7GB | |
| 供电电压: | 低压 | |
| 品牌/商标: | Inovance/汇川 | |
| 控制方式: | 电流矢量 |
系统方案:
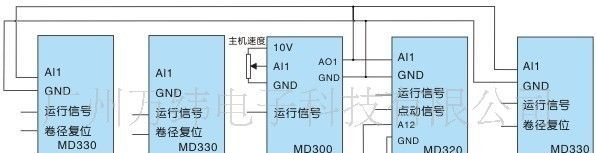
复合机是指通过某种工艺方法,将两种或两种以上的材料层合在一起,形成新的一体材料的设备。经过复合后的材料一方面保持原有材料的优点,另一方面还能弥补彼此的缺点。其传动系统主要由上胶电机、复合电机、收卷电机和放卷电机组成,分别用MD300、MD320和MD330控制。其中MD330工作在开环转矩模式下,通过线速度进行卷径计算,保持恒张力控制。如图所示:
dzsc/19/1635/19163549.jpg
双工位复合机控制系统图
方案说明:
■此方案中收卷及放卷均用汇川张力专用变频器来控制,工作在开环转矩模式,可以实现恒张力控制;
■ 复合电机驱动用汇川MD300变频器来控制,主机速度用电位器或加减速按钮控制。推荐使用加减速按钮来控制速度,可以使加减速过程更稳定。并实现在复合机上多点、异地控制,更方便用户操作;
■上胶电机驱动用汇川MD320变频器来控制,MD300的输出端子AO1作为上胶变频器的主速度给定。摆杆电位器模拟量输入通过AI2通道作为PID的反馈量。MD320的频率源为主频率AI1和辅助频率源(PID)叠加的方式。通过调整过程PID的参数,可以获得非常稳定的效果。MD320另外增设了点动信号,可以单独控制胶辊的运行;
方案优势:
■ 系统结构简单,只需两台变频器就可实现速度同步控制;
■ 调试方便,有宽范围的参数设置,对浮辊的平衡位置控制可通过变频器参数来控制;
■ 速度控制是通过内置PID来实现,处理速度快,浮辊稳定性好,特别是加减速过程中浮辊稳定,有效遏制材料跑偏现象。
- 所属城市:广东 广州
- [联系时请说明来自维库仪器仪表网]
- 联系人: 新维
- 电话:020-82398539
- 传真:020-82398539
- 手机:
- QQ :

镀锌钢板生产线专用变频器 汇川MD系列变频器 清远变频器
信息内容:1 引言在金属加工生产所选用的控制系统中,直流控制系统凭借其转矩特性硬、调速范围广等优势,占领了绝大部分市场,但直流控制系统也存在 以下一些弱点:一次性投入大,设备维护的工作量多,对维护人员的素质要求高等等。很多小型企业常因自身技术力量不足或备件供应等原因而影响了生产的正常运 行。由汇川高性能矢量控制变频器加普通异步电机组成的传动系统,除了具备直流控制系统的优点外,还降低了设备的初期投资成本,降低了工厂的电能损耗,使设备变得操作简单,维护方便,从而为客户创造了价值,进而获得了该领域内越来越大的发展空间。2 镀锌生产工艺通常由钢铁厂生产出来的热轧钢板销售到镀锌板厂后要经过下面几道工序处理:酸洗、冷轧、退火、镀锌。镀锌生产线的工艺流程如图1所示。 dzsc/19/1636/19163624.jpg一般来说从“表面处理”到“收卷”的过程中,生产工艺对控制系统有以下基本要求:(1) 系统的同步性要求较高,否则会出现拉断板材的现象;(2) 系统的响应特性要快;(3) 材料表面的张力大小可由控制系统来进行调节。以往是通过直流控制系统来满足生产工艺的这些要求的。3 汇川变频器应用在镀锌生产线上的控制方案从“表面处理”...

广州主机\收线直进式拉丝机汇川专用变频器--佛山东莞 深圳 增城
信息内容:工艺要求:■ 电机可带载启动,启动转矩需达到150%额定转矩;■ 电机可带载低速稳定运行,方便穿丝;■ 要求任意速度(20米/秒)入模张力稳定;■ 总压缩率为85%,平均压缩率20%;系统方案:■由PLC根据金属秒流量相等原理计算得到主速度,通过总线方式实时分配给变频器(传输速度12米/秒);■主速度基本可以满足生产工艺所需的速度差,再将位移传感器检测的信号反馈到变频器进行PID计算,微调量叠加到主速度上,控制钢丝入模时的张力稳定;■ 对PID的调节量进行有效的控制,使摆臂在任意速度及加减速时都很稳定,断丝的几率大为减小;■ 特制的PID功能,PID参数可跟随速度变化生成无穷多组PID参数,实现不同速度下的精确控制;系统优点:■MD320变频器灵活的频率源组合方式(主速度 PID),对PID进行特殊控制使摆臂更加稳定,尤其是低速时;■真正的电流矢量控制,低频转矩大,响应快,确保系统具有很好跟随性能;■严格的质量控制和科学的制造工艺,使得可靠性大大提高,维护成本也大为降低; 直进式拉丝机示意图dzsc/19/1637/19163705.jpg 电气控制系统框图 dzsc/19/1637/19163705.jpg"






