LVDT1120 机架对中传感器-上海迈迪液压
| 价 格: | 1500.00 | |
| 加工定制: | 是 | |
| 品牌: | maidi | |
| 型号: | LVDT 对中位置传感器 | |
| 种类: | 磁敏 | |
| 材料: | 其他 | |
| 材料物理性质: | 磁性材料 | |
| 材料晶体结构: | 其他 | |
| 制作工艺: | 集成 | |
| 输出信号: | 模拟型 | |
| 防护等级: | IP60 | |
| 线性度: | 0.1(%F.S.) | |
| 迟滞: | 0.3(%F.S.) | |
| 重复性: | 0.2(%F.S.) | |
| 灵敏度: | 0.5V/mm | |
| 漂移: | 0 | |
| 分辨率: | 无限 |
dzsc/19/0289/19028945.jpg
dzsc/19/0289/19028945.jpg
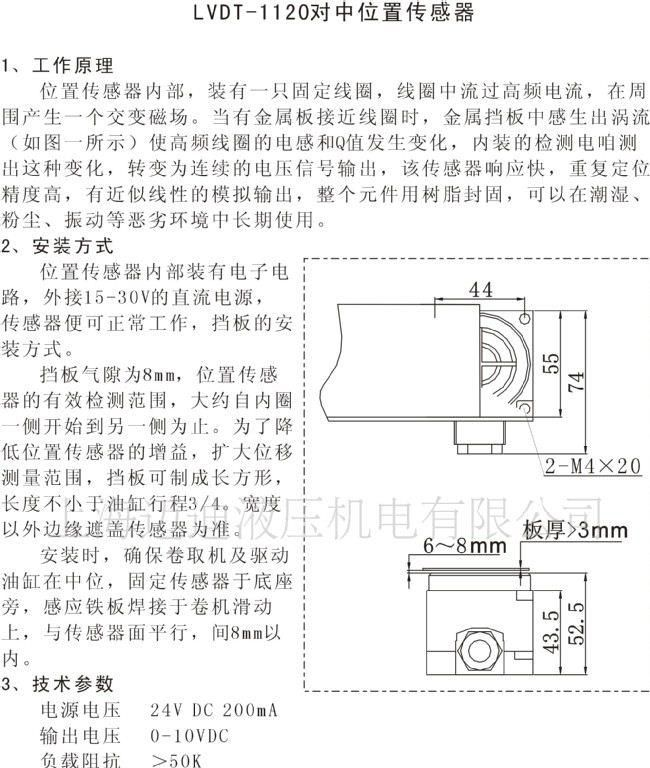
安装机架对中位置传感器:首先将油缸推动卷取机在中位,然后固定位置传感器于卷取机底座某一空位,再焊接传感器感应铁片于卷取机上与其随动,铁片长方形宽面一个边缘对准传感器中间,长面一边应遮盖传感器,保证油缸左右移动时,铁片感应面会正负变化.感应片与传感器间隙在6~8mm。
调机架对中点动对中按扭,卷取机应回到中位停止,如机架偏到一端,调节PID控制器内零点电位器W6,同时用万用表DC电压档监视伺服控制器输出端10和11,直到电压值为零.如果卷取机在中位稳不住,则说明系统相位反了,则更换对中信号输入端同相或反相端.然后再调整W6,让卷取机到中位.调节增益电位器W5(顺时针调节,增益加大),让系统运行速度合适,如果增益过低,则卷取机移动缓慢;增益过高,则对中时,系统会产生自激振荡.机架抖动.
- 所属城市:上海 上海市
- [联系时请说明来自维库仪器仪表网]
- 联系人: 李杨
- 电话:021-54427810
- 传真:021-54427810
- 手机:
- QQ :

光电对中传感器-用于CPC纠偏辊对中系统
信息内容:4.安装光电幕对中传感器:传感器安装于近纠偏辊外带材出口处,且与驱动油缸在同一侧.注意传感器在生产线中位左右对称,前后方向以带材为中心对称.(带材穿越在发射器与接收器中间),根据带材走向,可竖直也可水平安装.如竖直定位时,应用将接收器在上(三芯插件),发射器(五芯插件)在下,即尽量让接收器减少接收日光幅射.然后靠近传感器位置附近固定变送器(金属屏蔽盒),再连接电源及信号电缆插头,注意对号入座.五.系统调试.1.检查系统接线正确无误后,先合上控制电源断路器,电控柜来电指示纠偏停止.点动手动左移、手动右移,松开又回到纠偏停止,点动机架对中、自动纠偏分别自锁。2.再合上动力电源断路器,按油泵起动按扭,观察电机转向是否顺时针,否则调相位。3,调节溢流阀,系统压力调到4~5Mpa,然后锁定手柄螺帽.4.按手动左移、手动右移,观察油缸是否动作且平稳移动.如果出现爬行,可能是缸内空气作用,则将伺服比例阀上的放气螺母松开,然后反复运动油缸若干次,让放气孔流出些油,挤出空气后,再锁紧螺母.5.调节光幕传感器输出信号,传感器前置信号调节 在没有带材遮挡的情况下,检测测示点AO和0V,输出为正电压,当全部挡住时,两边输出负电压。如果正负信号不对称,可调节...



")



