
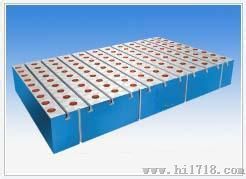








装配平台的用途:应用于各种机械设备的焊接装配、产品测量、工装铆焊及调试,表面带有T形槽,可以固定机械设备,要求规格较大的装配平台,可以拼装使用。
装配平台的材质:度铸铁HT200-300,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使该产品的稳定,性能好。
装配平台的规格:1000×1000mm—4000×8000mm,(本产品均是按客户图纸制作加工或双方商定生产加工,可按用户要求的尺寸和重量生产。)装配平台单件重量可达80吨。拼装面积可达几千平方米。
装配平台的:按计量检定规程JJG117-2005《平板检定规程》,分别为0、1、2、3四个等级。
装配平台执行标准:/T7974-1999
装配平台加工工艺的特点
1、先加工基准面:装配平台在件加工过程中,作为定位基准的表面应先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
2、划分加工阶段:加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了加工质量;有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先孔后面:对于方箱体、支架和连杆等件应先加工平面后加工孔。这样就可以以平面定位加工孔,平面和孔的位置,而且对平面上的孔的加工带来方便。
4、主要表面的光整加工(如珩磨、研磨、精磨等),应放在工艺路线后阶段进行,以免光整加工的表面,由于工序间的和安装而受到损伤。
