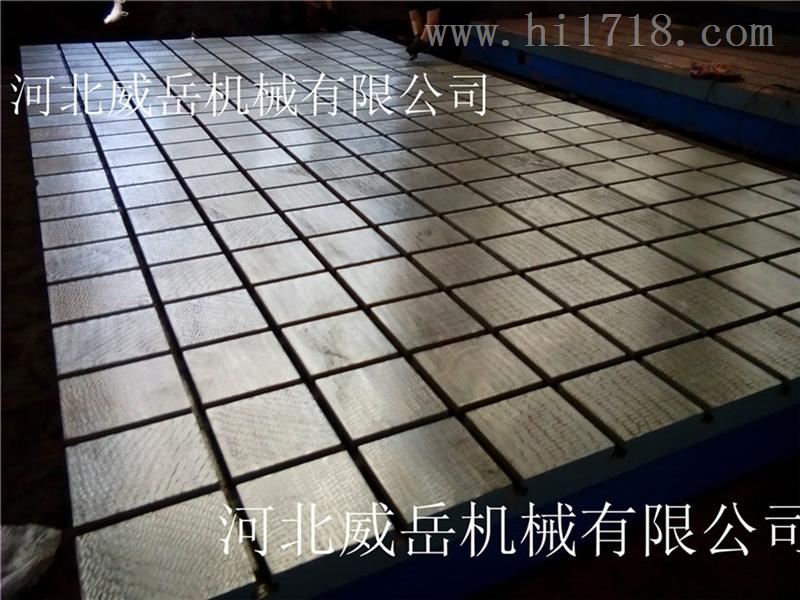







铸铁T 型槽平台又称铸铁T 型槽平板,外观基本上是箱体式,工作面有长方形、正方形、圆形等,材料为ht200-300,qt400-600,采用刮研工艺,工作面上可加工v形、t形、u形槽、燕尾槽、圆孔、长孔等,是用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具。那么在铸铁T型槽平台铸件时遇到以下这6种缺陷,又该如何解决呢?那就跟着小编继续往下看看完就知道该怎么解决了!

一、缩孔(缩松)
形成原因:
1、模具工作温度控制未定向凝固要求;
2、涂料选择不当,不同部位涂料层厚度控制不好;
3、铸件在模具中的位置设计不当;
4、浇冒口设计未能起充分补缩的作用;
5、浇注温度过低或过高。
方法:
1、磨具温度;
2、调整涂料层厚度,涂料喷洒要均匀,涂料脱落而补涂时不可形成局部涂料堆积现象;
3、对模具进行局部加热或用热材料局部保温;
4、热节处镶铜块,对局部进行激冷;
5、模具上设计散热片,或通过水等加速局部地区冷却速度,或在模具外喷水,喷雾;
6、用可拆缷激冷块,轮流安放在型腔内,避免连续生产时激冷块本身冷却不充分;
7、模具冒口上设计加压装置;
8、浇注系统设计要准确,选择适宜的浇注温度。
二、气孔(气泡、呛孔、气窝)
形成原因:
1、模具预热温度太低,液体金属经过浇注系统时冷却太快。
2、模具排气设计不良,气体不能通畅排出。
3、涂料不好,本身排气性不佳,甚至本身挥发或分解出气体。
4、模具型腔表面有孔洞、凹坑,液体金属注入后孔洞、凹坑处气体膨胀压缩液体金属,形成呛孔。
5、模具型腔表面锈蚀,且未清理干净。
6、原材料(砂芯)存放不当,使用前未经预热。
7、脱氧剂不佳,或用量不够或操作不当等。
方法:
1、模具要充分预热,涂料(石墨)的粒度不宜太细,透气性要好。
2、使用倾斜浇注方式浇注。
3、原材料应存放在通风干燥处,使用时要预热。
4、选择脱氧效果较好的脱氧剂(镁)。
5、浇注温度不宜过高。
三、裂纹(热裂纹、冷裂纹)
形成原因:
金属模铸造容易产生裂纹缺陷,因为金属模本身没有退让性,冷却速度快,容易造成铸件内应力,开型过早或过晚,浇注角度过小或过大,涂料层太薄等都易造成铸件开裂,模具型腔本身有裂纹时也容易导致裂纹。
方法:
1、应注意铸件结构工艺性,使铸件壁厚不均匀的部位均匀过渡,采用合适的圆角尺寸。
2、调整涂料厚度,尽可能使铸件各部分所要求的冷却速度,避免形成太大的内应力。
3、应注意金属模具的工作温度,调整模具斜度,以及适时抽芯开裂,取出铸件缓冷。
四、渣眼(熔剂夹渣或金属氧化物夹渣)
形成原因:
渣眼主要是由于合金熔炼工艺及浇注工艺造成的(包括浇注系统的设计不正确),模具本身不会引起渣孔,而且金属模具是避免渣孔的方法之一。
方法:
1、浇注系统设置正确或使用铸造纤维过滤网。
2、采用倾斜浇注方式。
3、选择熔剂,严格控制品质。
五、冷隔(融合不良)
形成原因:
1、金属模具排气设计不合理;
2、工作温度太低;
3、涂料品质不好(人为、材料);
4、浇道开设的位置不当;
5、浇注速度太慢等。
方法:
1、正确设计浇道和排气系统;
2、大面积薄壁铸件,涂料不要太薄,适当加厚涂料层有利于成型;
3、适当模具工作温度;
4、采用倾斜浇注方法;
5、采用机械震动金属模浇注。
六、砂眼(砂孔)
形成原因:
由于砂芯表面掉下的砂粒被铜液包裹存在与铸件表面而形成孔洞。
1、砂芯表面强度不好,烧焦或没有固化。
2、砂芯的尺寸与外模不,合模时压碎砂芯。
3、模具蘸了有砂子污染的石墨水。
4、浇包与浇道处砂芯相摩擦掉下的砂随铜水冲进型腔。
方法:
1、砂芯制作时严格按工艺生产,检查品质;
2、砂芯与外模的尺寸相;
3、是墨水要及时清理;
4、避免浇包与砂芯摩擦;
5、下砂芯时要吹干净模具型腔里的砂子。
铸铁T型槽平台质量检测:
1、工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应清除型砂、且表面平整,涂漆牢固。各棱边应修钝。在等级低于“00”级的平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
3、相对两个侧面上,应设置有安装手柄、环等装设施的螺纹孔或圆柱孔。设计装位置时应考虑尽量减少因装而引起的变动。
4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
5、应采用细颗料的灰口铸铁或合金铸铁制造。
6、工作面的硬度应为HB 170-220。
7、工作面应采用刮削工艺,对于“3”级平板工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算平均偏差Ra值应不大于5um
8、应经过稳定性处理和去磁。
铸铁T型槽平台和其他的铸铁平台的操作效果不同,这款产品在操作的时候简单,只要我们把相应的参数设定好,并它们的作业,那么,它们就会自动完成各项加工,装配,调试等等作业。也正是因为如此,它们给操作工人们带来了大的工作便利。我们相信,在未来, 铸铁T型槽平台的发展空间将会被更加拓宽,运用更加广阔!

